
Everything You Need to Know about Water Activated Tape
What Is Water Activated Tape?
Water Activated Tape (WAT) is a paper-based tape with an adhesive that is dry to the touch until activated by water. Water turns the dried adhesive into a tacky, fluidic adhesive that is designed to adhere to corrugated boxes. Unlike some other tapes in the packaging market, water activated tape has a singular focus – secure closure of corrugated boxes.
Water Activated Tape is available in reinforced and non-reinforced varieties. The reinforced product is strengthened by reinforcement fibers traditionally made of fiberglass or polyester. The addition of reinforcement enhances the durability of the tape closure and is ideal for boxes bound for parcel shipping. The reinforcement is sandwiched between two sheets of kraft paper along with a laminate adhesive, thus fully encapsulating the reinforcing filament.
Non-reinforced water activated tape does not have any reinforcement fibers and therefore does not have the same level of durability as reinforced tape. However, non-reinforced tape has some advantages including cost and environmental benefits. The most common applications for non-reinforced tape are lightweight boxes and packages that are unitized on pallets, not bound for individual parcel shipping.
What separates Water Activated Tape from other packaging tapes, both the non-reinforced and reinforced grades, is the adhesive migrates into the fibers of the corrugated box. Once the adhesive dries – within 5-7 seconds – the adhesive has fused the tape and box together. The only way to remove the tape is to destroy the seal; leaving behind a tamper evident footprint that the box has been intentionally opened.
Water Activated Tape is sold in roll form. There are several roll sizes that are popular with the most popular domestic US size being 72mm (2.83 IN) wide, 137m (450 FT) long. The rolls are packaged in corrugated boxes and for the 72mm x 137m roll size there are 10 rolls per box. Higher volume users often elect to purchase tape in longer length rolls to reduce the number of roll changes, increasing packaging station productivity. 500 FT, 600 FT, and even 1000 FT rolls are all common roll lengths in the water activated tape market.
Why is water activated tape used? Who uses it?
There are many reasons why water activated tape has seen a resurgence in popularity. The driving force of the popularity is the growing demand for parcel shipping. The eCommerce revolution has made it easier for customers to order the goods they desire and receive the items directly to their front door. For the vendors, the eCommerce model has allowed for a cost-effective sales model without the expenses of store fronts and other associated overhead costs.
Water activated tape is ideal for eCommerce shippers. Here are the reasons why:
- Security – no shipper wants their package to be tampered with. Today, shippers are sending all types of items including foods, pharmaceuticals, valuable electronics, and many other sensitive items. The tamper evident closure of water activated tape assures the box stays closed until intentionally opened. Security of closure is the #1 reason why water activated tape is used today for eCommerce packages.
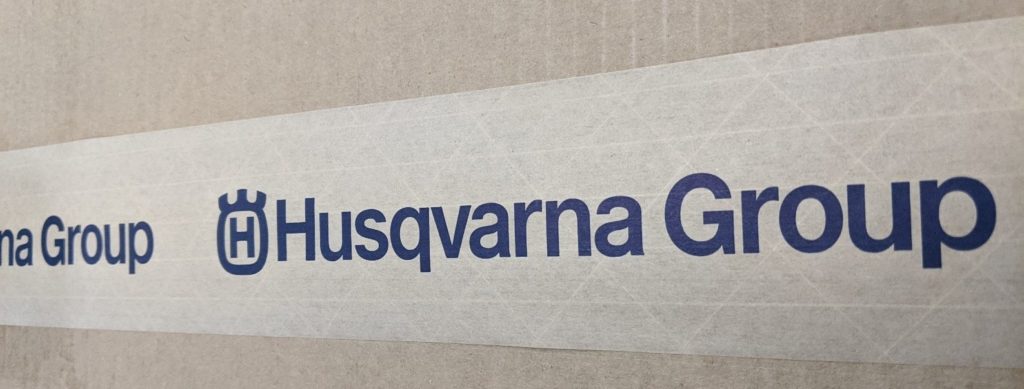
- Branding – The appearance of your eCommerce packaging is statement about your brand. Do you value your customer’s experience when they receive your package? The majority of eCommerce shippers are turning to branded water activated tape to seal packages. The paper based, water activated tape prints well and is easy to apply to the box without folding or creasing the tape – a major problem for plastic pressure sensitive tape.
- Environmental – there is a growing war against plastic packaging. Paper based packaging is trending due to its recyclability and sustainability given current forestry regulation and recycling practices within the paper making industry. Corrugated boxes, paper void fill, and water activated tape create a secure, protective, and an environmental responsible package. Consumers are pushing vendors to be environmentally conscious. We received a lot of questions from customers about the environmental factors and recyclability of water activated tape. Here is how we answer this question:
Reinforced Water Activated Tape is an environmentally friendly product, especially when compared to plastic pressure sensitive tape. The majority of the product’s construction is made from renewable resources. Reinforced tape, by itself, is not recyclable. Non-Reinforced water activated tape is curbside recyclable.
Reinforced water activated tape is made of 4 basic components.
- Paper – this material is bio-degradable, recyclable, and repulpable.
- Corn Starch Based Adhesive – like paper, this material is bio-degradable, recyclable, and repulpable.
- Laminate Adhesive – This joins the papers together – this is a petro-chemical material. This does not help the environmental claims of the product.
- Fiberglass – This is not Recyclable, Repulpable or Biodegradable material.
In the application of the tape to a box, the tape is a small percentage of the overall weight of the box. The curbside recyclable standards that we are aware of call for 80% of the overall mass must be recoverable in the recycling process in order to be considered recyclable. The laminate and fiberglass are a very small percentage of the overall weight of the overall box – probably 1% or less of the weight. Therefore, in its application, it is possible reinforced water activated tape can be considered recyclable.
A roll of tape on its own would not pass this standard as the weight of the laminate and fiberglass would exceed 20% of the overall mass of the tape roll. However, rolls of tape are not showing up in the recycling stream normally. The tape is intended to be adhered to a corrugated carton and in that application, curbside recyclability standards should be met.
Holland Manufacturing does not have current 3rd party testing to verify this hypothesis as most testing services will only test the product itself. Holland is currently engaged in development work to see how best to further reduce environmental impact of reinforced WAT.
Non-reinforced water activated tape is recyclable, repulpable, and bio-degradable. One could argue that non-reinforced WAT is the most environmentally friendly carton closure product.
The paper used in Holland’s WAT products is 100% virgin fiber based for strength and performance reasons. All sources of kraft paper used by Holland are in compliance with SFI (Sustainable Forestry Initiative) Standards.
- Ease of Application – Ecommerce shippers are under pressure to deliver products quickly and maximize the output of their labor force. Packing and carton closure needs to be efficient. Water Activated Tape, when dispensed from a quality water activated tape dispenser, is presented to the packer at the correct length and is ready to be applied to the box. This presentation of a finite length of tape is much different than using a pressure sensitive tape gun to apply carton closure. Closing with a pressure sensitive tape gun depends on the skill, speed, and endurance of the packer, these variables, while still important, vary less with water activated tape. This consistency is a key advantage of water activated tape carton closure.
Adding Your Branding
As mentioned previously, the opportunity to brand water activated tape provides packagers with a cost-effective method to engage customers. An undeniable factor is that when a customer opens a package sealed with water activated tape, they are forced to look at the tape. Custom printed water activated tape provides an opportunity to share a message, promotion, new product detail, cross-selling offer, and countless other options to make an impression on a customer you are already selling to.
At Holland Manufacturing, we custom print water activated tape with all types of designs and objectives for our customers. Over the years, we have seen what works and what looks makes the biggest impact. In short, we recommend simpler designs to make the best statement for a brand. There are many options and design choices. To help customers, we have outlined the following design guide to provide ideas and concepts for your printed tape design.
Step 1: Understand Your Canvas
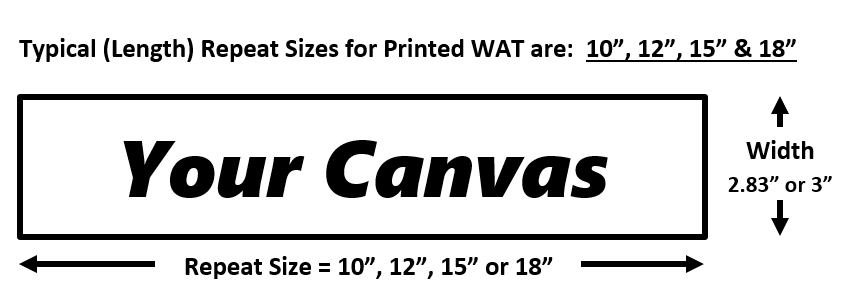
In flexographic printing, photopolymer plates are used to imprint the images on the substrate (WAT). The plates are fixed size making the width and length of the plate important and set the first characteristic of your design. We can this width and length dimension the size of your canvas.
Water Activated Tape
The WIDTH of your print area coincides with the WIDTH of the tape. The most common WIDTHS for Water Activated Tape are 2.83 Inch (72mm) and 3 Inch (76mm).
The LENGTH of the print area is called the REPEAT SIZE. The REPEAT is defined as the distance from any reference point in the art to the next time that same reference point is printed.

Width Measurements
Step #2: Select a Tape Stock
Choice #1: Natural or White
 Water Activate Tape Model |
Most packagers will match the tape substrate color to the color of the corrugated box for a more uniform appearance. However, the recent trend in reverse flood coating and the desire for color contrast has led to the increasing popularity of white tape stocks for printed applications. Natural tape stocks are typically stronger than white tape stocks as the bleaching process can weaken the paper. Natural tape stocks are also less expensive |


Choice #2: Reinforced or Non-Reinforced
 |
Is your package going to be handled by a parcel shipping service?
If yes, Holland recommends a reinforced tape stock. Several grades are available to match your maximum package weight to the correct tape strength for secure closure. Non-Reinforced tape is typically used for lightweight boxes or packages that are not bound for parcel service shipping. |
PURE WHITE REINFORCED TAPE
 |
Need White? Demand PURE WHITE
Holland has developed Pure White grades of reinforced tape for unsurpassed optical brightness, color accuracy, and contrast for your print design. Available in two strengths – H-30 and H-70 – Holland’s Pure White grades make a dramatic statement on any package. |
Step 3: Select a Print Style
Selecting a print style is a needed step for any printed tape design. In recent years, a popular trend in printed water activated tape are designs with a high level of ink coverage. The trend has established printed tape as a highly recognizable and prominent feature of a package.

Despite the popularity of flood coated tape designs, there are several design strategies to match your brand message from dramatic to understated.
Seasonal, Promotional, Short Term Campaigns
Another trend in printed water activated tape is promotional or seasonal designs. Alert your customers to a special incentive, a product release, or simply brand the tape to the present time of year. Beyond branding, the printed tape can deliver a clear message to your customers they cannot ignore.
Logo Printing
Timeless design where the logo is printed and repeated consistently.
Advantages: Understated Look, Sophisticated, Easy to Read, Natural Look
Flood Coat Printing
Heavy Ink coverage for the most dramatic tape design.
Advantages: Eye Catching, highly visible from a distance, brand impact
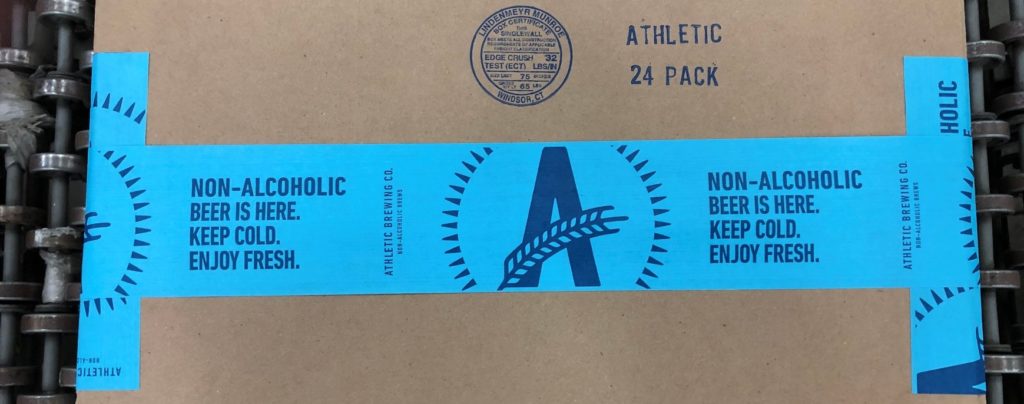
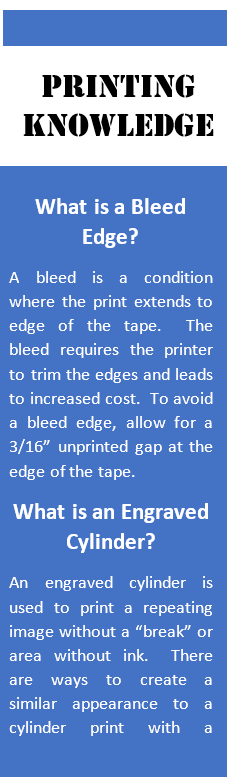
Pro Tip: By printing a lighter background color and a darker accent color, you can avoid the cost of an engraved cylinder and still achieve the dramatic presentation of full coverage printing.
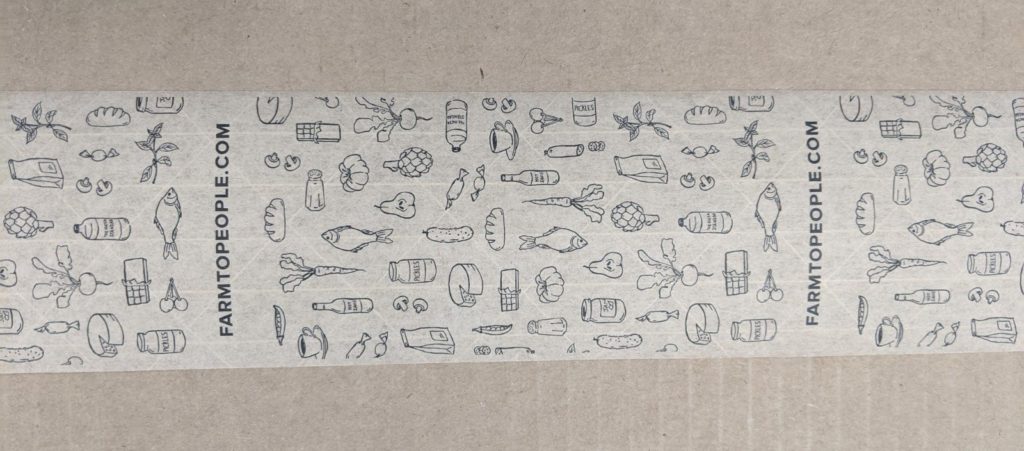
Random/Pattern Printing
Series of shapes, images, or logos in a full coverage layout.
Advantages: Unique, recognizable, can be understated or dramatic, cost savings compared to a flood coat print.
Process Printing
Printing complex images for a true visualization of a product or service.
Advantages: Eye-catching, detailed visuals for maximum customer experience


Facts about Process Printed Water Activated Tape
- The complex images seen above are created from dot pattern layering of ink.
- Most colors can be created with 4 color processes – meaning there are 4 printing plates printing Cyan, Magenta, Yellow and Black inks.
- The printing plates for process printing are more expensive than standard plates for logo printing.
- Holland typically produced process printed tape in our Williamston, SC location.
Step 4: Vectored ArtworkDesign your artwork in a vectored art file types such as .ai, .pdf (hi-res), .cdr, .svg or .eps. A vectored art file allows the art to be scaled without a loss of resolution. By providing these file types, it will save time and money.
Step 5: Ink Color SelectionThe proper ink color is critical for brand consistency. Holland offers a set of standard ink colors. See our standard ink color chart below:
|
 |

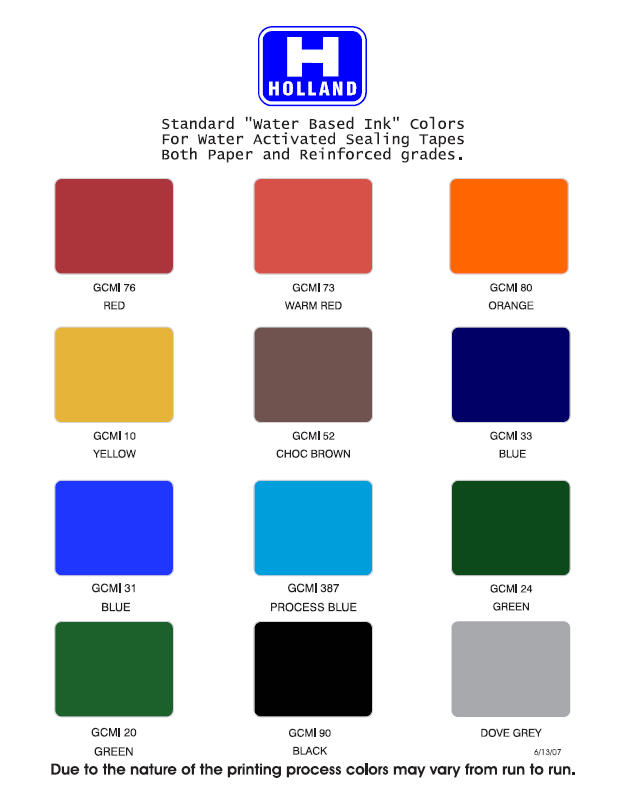
For customers that require a specific ink color, Holland uses the Pantone color system to identify custom ink colors. As part of the Holland Proof Approval process, Holland will send an ink swatch sample of the ink printed on the tape of your choice. Ink colors often look different when printed on kraft substates.
Pro Tip: Water Activated Tape is classified as an “Uncoated” base stock. When looking for Pantone Colors, select a color (s) with a “U” suffix for “UNCOATED” base stock.

Pro Tip: If you have selected a Kraft Colored Tape when selecting an ink color opt for 1 shade lighter than you expect. The kraft background will “darken” the appearance of the ink color.
More About Ink
- Holland only uses the highest quality, water-based inks – good for the environment & our operations.
- Top Coat Varnish – for heavy ink coverage designs, Holland recommends a clear coat varnish over the top of the print. This mitigates ink transfer and gives the tape a slight increase in gloss.
- Natural Kraft Paper – There is variation in the shade of natural kraft paper. Our mill partners are highly consistent; however, Holland recommends our white tape stocks for customers with the highest sensitivities for ink color accuracy.
Step 6: Submitting Your Request Online
Holland has created an easy to navigate web tool for obtaining a quotation for printed water activated tape. Follow the steps to receive a recommended tape grade for your application, set your printing requirements, uploading art files and provide your contact information. You will receive a quote within 24 hours.
https://www.hollandmfg.com/custom-printed-water-activated-tape/
How to apply the product?
There are several ways to properly activate and use water activated tape. The equipment and sophistication of the method varies depending on the user’s operational set up and budget. We will start with the simplest method and progress to the most automated solution.
For new users of water activated tape that are not sealing a large number of boxes in a day, we often see the use of a sponge to wet the tape and scissors to cut the tape to length. This is definitely not the most efficient way to use the product; however, with proper activation of the tape, the user can seal a box with the same level of security as more automated methods of dispensing and applying water activated tape.
Some keys to success with the sponge and scissor method are:
- Cut the tape to length before applying the water.
- The length of the tape should be approximately 6 Inches longer than the major panel length of the box. This will allow 3” to extend down the side of the box – needed for a secure closer.
- Water temperature matters – use warm, not hot water – 110°F is the ideal temperature.
- Wet the sponge and make sure that it is fully saturated – the sponge should not be dripping as you apply the sponge to the tape.
- Apply the sponge to the adhesive side of the pre-cut length of water activated tape. Use light pressure and move across the tape adhesive surface in one fluid motion at a moderate speed.
- Avoid more than one swipe across the adhesive surface. The repeated wiping of the sponge against the tape adhesive surface will remove adhesive from the tape and reduce performance.
- Apply the tape to the major panel flap of the box within a few seconds of the activation of the adhesive. Close the box and wipe the tape down with firm pressure to help drive with water activated adhesive into the corrugated box. The video below will show you the proper application of the tape.
Advantages of the Sponge and Scissor Method
- Low Cost
- Good for low volume users
- Easy to move equipment to seal in different locations
Disadvantages of the Sponge and Scissor Method
- Tape performance will be more variable if too much adhesive is wiped off the tape.
- Slow and time consuming – only good for low volume applications.
Tape Dispensing Machines
Utilizing a tape dispenser that properly activates the adhesive with water and cuts the tape to the desired length is the most common method of applying water activated tape.
There are two basic types of water activated tape dispensers – manual and electronic machines.
The manual machine has a pull handle which the user manually pulls to dispense the tape. The machine translates the lever pull into driving a feed wheel inside the tape machine, driving the tape across a brush system which wicks water from a reservoir system. The mechanism is tied to a cutting assembly which cuts the tape to the desired length. The machine is easy to use, portable, and cost effective. We recommend manual machines to users that do not have access to electric or wish to have the machine portable.
The electric tape machine is similar to the manual machine with the same basic action; however, all actions are driven by a push button system. The user presses the bottom on the keypad corresponding to the desired length of tape (inches). The tape is quickly dispensed and cut to length. The electric tape dispenser is the workhorse of the eCommerce industry used by the companies big and small to securely close eCommerce boxes.
The electric machine has some significant advantages over the manual tape machine. First, the process is more consistent. The tape is dispensed at a set speed, unaffected by the user’s action (speed of dispensing). Next, electric tape dispensers typically have a brush heater which heats the water interface. Warm water helps to activate the tape and enhances adhesion to the corrugated box. Finally and most importantly for high volume eCommerce packagers, the speed and reduction in packager fatigue make the electric machine the clear choice for volume shippers.
Automated Case Sealing
While tape dispensing machines are the dominate method for using water activated tape, there are applications that demand more automation. For these applications there are automated case sealers that close boxes with water activated tape.
Automated case sealers can help operations that have high volumes and wish to automate the sealing of the boxes. At Holland Mfg, we utilize case sealing equipment to close the high volume of water activated tape cartons we produce. For our application, the case sealer is well suited as we are sealing similar size boxes that are heavy and most are filled with automated case packers. Our operations are not pick and pack which is the most common use of water activated tape.
Here is a short video case sealer operation:
There are some disadvantages to automated case sealers. First, they are expensive. Next, they have many moving parts that can become a maintenance challenge if neglected. Finally, there are several machines on the market, not all of them reliably perform. Holland uses and recommends the Schneider Packaging case sealer as a highly robust, reliable, and well-built unit.
Keys to Success in using Water Activated Tape
Water Activated Tape is a unique packaging product as the user completes making the adhesive in the field by activated the adhesive with water. This fact introduces an added variable which requires recognition and attention by the user.
It sounds trivial, but water activated tape requires water to work correctly. Over the years, our technical team has troubleshot several user issues where not enough water or no water remained in the tape machine reservoir. The first key to success with water activated tape – make sure you have enough water.
Next, water activated tape is activated best with water that is warm, not hot, not cold. We recommend a water temperature of 110°F for optimal adhesive activation. This point accentuates the advantages of the electric tape dispenser. These machines have a brush heater that warms the activating water, this improves the adhesive tack time. By using a manual tape dispenser without a brush heater, the water in your machine will equalize with the ambient room temperature. The adhesive will still activate and achieve a secure bond to your corrugated box; however, the tack time will be slightly longer. Users will see the tape slide on the box slightly longer before the adhesive sets. This could be an advantage for some applications where a longer open time (time before the tape adhesive sets) provides the user a chance to straighten the tape on the corrugated box. Imagine a long strip of tape intended to seal a long box; the added open time gives the user more time to reposition before the tape adhesive sets.
Properly maintaining your tape machine (manual, electric or a case sealer) is imperative to your success with water activated tape. Most machines have brushes that apply the water to the tape. The brushes need to be clean to properly apply the water to the adhesive. Over time adhesive will build up in the brushes and that adhesive residue can restrict the water from activating the tape. The brushes need to be removed and cleaned. Soaking the brushes in hot soapy water and then thoroughly rinsing the brushes is the best method to clean the brushes. If the build up is excessive, consider changing the brushes. Additionally, brushes will wear and should be replaced; frequency will depend on usage.
Success is also dependent on the selection of the correct water activated tape product. As previously described, there are both reinforced and non-reinforced tape grades. The majority of applications are better serviced with reinforced tape, but advantages for non-reinforced tape do exist including environmental and cost. Regardless of tape style, there are various grades available within each classification. It is recommended to select a grade of tape that can securely close the heaviest box that will be shipped. All grades the Holland produces have a recommended box weight limit. In today’s shipping environment, packages take abuse. The cost differences between reinforced water activated tape grades is not overwhelming so a conservative approach with slightly more robust tape is recommended.
For more information about application success, please check out the following video.
Current Trends in the Carton Closure Market
Water Activated Tape has seen a renewed level of interest by the packaging market due to ecommerce. The product is not new. Water Activated Tape has been used for more than 70 years. During the 1980’s and 1990’s the product fell victim to the rise in popularity of plastic pressure sensitive tape. The cost difference and ease of hand application of pressure sensitive tape made the product compelling for many users at the time.
Today, however, for ecommerce packaging, water activated tape is a clear choice. Excelling in pick and pack situations which the same worker is filling and closing the box, water activated tape is the best option – at least according to the top e-commerce companies in the world – Amazon, Walmart, Mercado Libre, Target, and others.
As previously mentioned, branding has become very important to eCommerce shippers. As retailers transition from a traditional in-store experience for customers to goods arriving in a corrugated box, packaging must be memorable, engaging and represent the brand. Printed water activated tape is therefore quickly gaining market share from the non-printed water activated tape product. A current trend with printed tape is the preference for nearly full ink coverage. This style of printing is highly recognizable, often colorful and contrasting tape helps to highlight the brand among a sea of eCommerce packages.
Related to the rise in printed tape has been the noticeable interest in white reinforced tape. With the importance of branding and integrity of color accuracy for a brand as well as visual impact, white reinforced tape provides an ideal substrate. Holland has developed a True White reinforced tape to meet the needs of the market. The market response has been excellent for this product and should be considered by any brand attempting to maximize visual contrast and impact of their printed tape.
Another trend seen in the water activated tape market is the user preference for a longer length roll. Traditionally, 375 LF and 450 LF rolls have been the predominant roll lengths in the market. Today, users are under more pressure to increase efficiency and reduce downtime. An easy and effective way to do this is to increase the roll length to reduce roll changes. 500 LF, 600 LF, and 1000 LF roll lengths are become increasingly popular.
Likely the most prevalent trend in the overall packaging market is the effort to reduce the use of plastic. Water activated tape is obviously a great closure method in the war against plastic packaging. This trend is having ripple effects across the industry. Long term, this trend will push more paper-based material into the packaging market which will stress paper supplies. Paper mills are large facilities requiring time and tremendous capital to start. A likely trend is the steady increases in costs of paper-based packaging materials as demand outpaces the development of additional paper making capacity. The trend could impact corrugated boxes, paper void fill, paper-based mailers and water activated tape. Hopefully costs will be contained, and the users recognize the value of paper based materials.
Similar in scale to the war on plastic is the drastic labor shortages existing within the US packaging market. Automation will become increasingly important and relied upon in the next decade. This factor is a challenge for water activated tape as the product is most effectively used in pick and pack operations and is handed applied. The continued development of automated case sealers applying water activated tape will be important to the product’s continued success as a carton closure method. Solutions do exist; however, increasing reliability and controlling upfront equipment costs will be important factors for equipment manufacturers.
Summary
Our hope is that this information is helpful in educating users about water activated tape. As a manufacturer of water activated tape for more than 60 years, Holland is fully committed to help customers of all types and size have success with the product. For more information about water activated tape, please visit our website www.hollandmfg.com. For assistance or questions, please email sales@hollandmfg.com or give us a call at 1-800-345-0492.