Top Reasons to Make the Switch to Water-Activated Tape
When it comes to sealing boxes for shipping, the water-activated tape is by far the best closure option on the market. This affordable and reliable carton closure solution provides shippers with a pilfer-proof seal. It is suitable for use with a wide range of products, including paper, electronics, medical goods, food and beverage products, and more.
You should make the switch to water-activated tape because it:
Works Well with Porous Surfaces
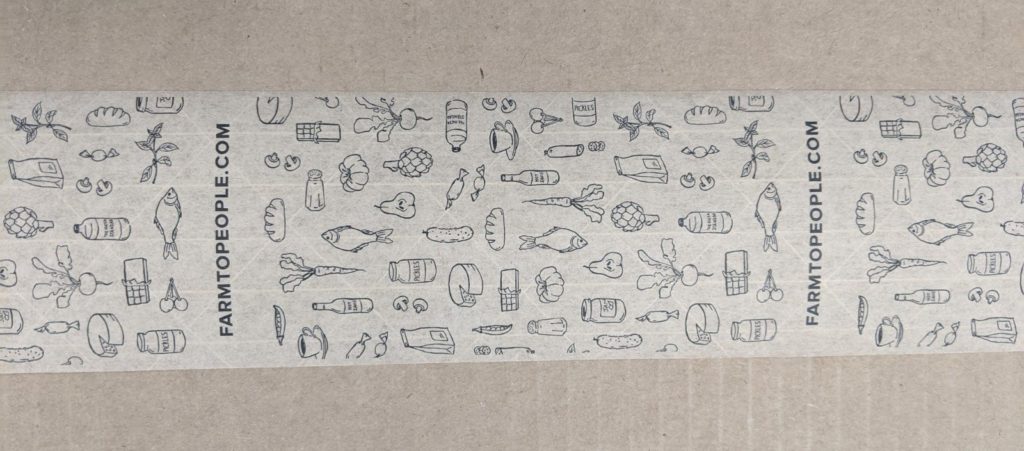
Water-activated tape is ideal for use with porous surfaces such as traditional cardboard boxes. It also performs well with corrugated cartons, recycled cardboard, and other common shipping mediums.
When the moistened tape is placed against the porous surface of these boxes, it forms a secure bond that you can count on.
Creates a Tamper-Evident Seal
Package tampering is a major concern for shippers, distributors, and consumers. Water-activated tape is a great way of giving your consumers peace of mind, as it creates a tamper-evident seal. If a bad actor or unscrupulous character attempts to rip off the water-activated tape before the product is delivered, the tape will tear into the cardboard displaying tampering has occurred.
Can Be Manipulated by Hand
Water-activated tape can easily be manipulated by hand. This malleability allows packers to quickly and efficiently use it to seal boxes prior to shipping. The tape is best dispensed from custom-designed dispensers that activate the tape and cut to the desired length. These dispensers are tabletop, easy to use, and economical to purchase.
Reduces Waste
Water-activated tape rolls are coreless. This feature means that they create less waste than other types of tape. Waste is also reduced by only needing one strip of tape to securely seal the box. We have all seen a box sealed with countless strips of plastic pressure-sensitive tape. Using water-activated tape saves you material and the time to apply it.
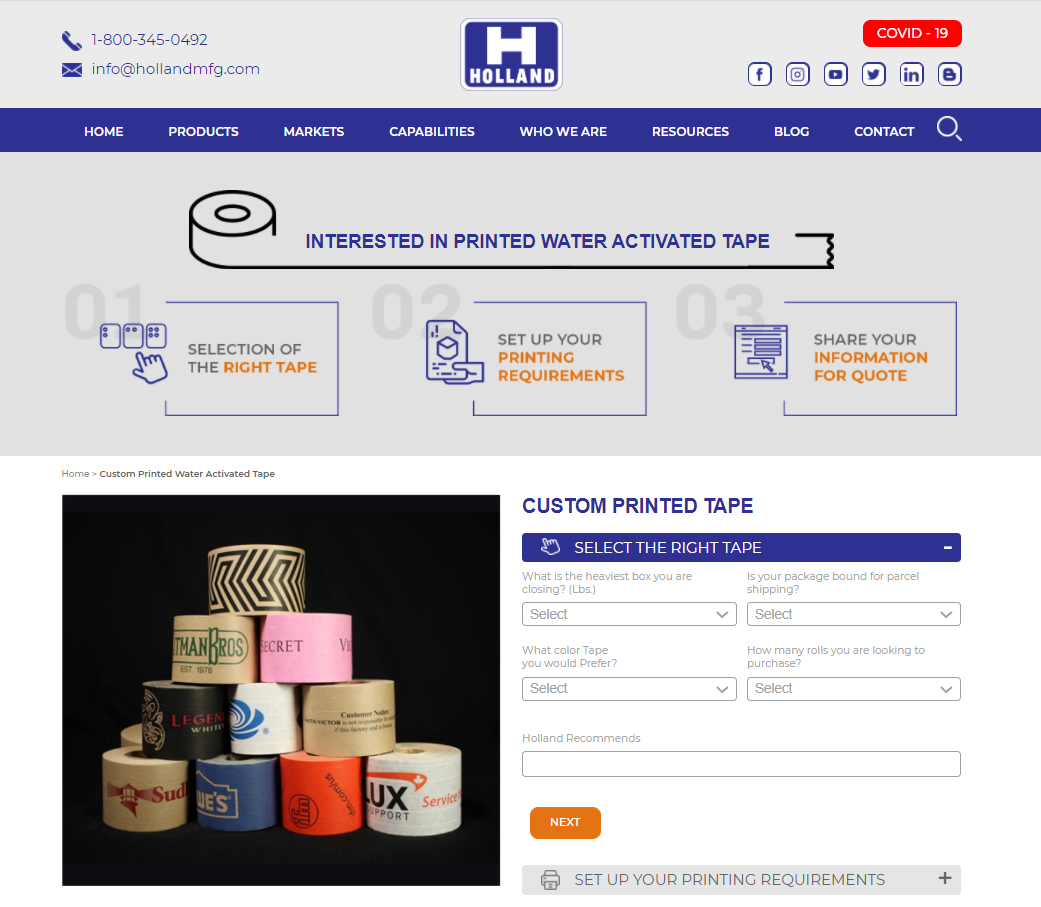
If you are ready to make the switch to water-activated tape, Holland Manufacturing can help. You can contact us at (800) 345-0492 or request a free quote online.